焊接接头中的不连续性、不均匀性以及其他不健全性等的缺陷,统称为焊接缺陷。
焊接缺陷的存在是焊接接头的质量下降,性能变差。不同焊接产品对焊接缺陷有不同的容限标准。
按国标GB/T6417-2005将焊接缺陷分为:
裂纹、孔穴、固体夹杂、未熔合及未焊透、形状和尺寸不良、其他缺欠。
裂纹:裂纹是焊接接头中最为严重的缺陷,其危害性极大,是多次焊接结构和容器突然破坏造成灾难事故的原因之一,因此也是防止的重点。
一、焊接裂纹按照产生的本质分为五大类裂纹的形成时期,分布部位及特征如下:
裂纹类型 | 形成时间 |
| 基本特征 | 被焊材料 | 分布部位及裂纹走向 |
熔晶裂纹(凝固裂纹) | 在固相线湿度以上稍高的温度,凝固前固液状态下 |
| 沿晶间开裂,晶界有液膜,开口裂纹断口有氧化色彩 | 杂志较多的碳钢、低中合金钢、奥氏体钢、镍基合金及铝 | 在焊缝中,沿纵向轴向分布、沿晶界方向呈人字形,在弧坑中沿各方向或呈星形,裂纹走向沿奥氏体晶界开裂。 |
液化裂纹 | 固相线以下稍低温度,也可为结晶裂纹的延续 |
| 沿晶闸开裂,晶间有液化,断口有共晶凝固现象。 | 含S.P.C较多的镍铬高强钢,奥氏体钢、镍基合金 | 热影响区粗大奥氏体晶粒的晶界,在熔合区中发展,多层焊的前一层焊缝中,沿晶界开裂。 |
先廷裂纹及多边化裂纹 | 再结晶温度附近 |
| 表面较平整,有塑性变形痕迹,沿奥氏体晶界形成和扩展,无液膜 | 纯金属及单相奥氏体合金。 | 纯金属或单相合金焊缝中,少量在热影响区,多层焊前一层焊缝中,沿奥氏体晶界开裂。 |
再热裂纹 | 600-700度回火处理湿度区间,不同钢种再热开裂纹敏感温度区间不大相同 |
| 沿晶间开裂 | 含有沉淀强化元素的高强钢、珠光体钢、奥氏体钢、镍基本合金等 | 热影响区的粗晶区,大体沿熔合线发展至细晶区即可停止扩展。 |
延迟裂纹 | 在MS点以下,200度至室温 |
| 有延迟特征,焊后几分钟至几天出现,往往沿晶启裂,穿晶扩展,断口呈氢致准解理形态 | 中、高碳钢,低、中合金钢,钛合金等 | 大多在热影响区的焊趾(缺口效应)、焊根(缺口效应),焊道下(沿焊接区),少量在焊缝(大厚度多层焊焊缝偏上部),沿晶或穿晶开裂。 |
淬硬脆化裂纹 | Ms至室温 |
| 无延时特征(也可见到少许延迟情况),沿晶启裂与扩展,断口非常光滑,极少塑性变形痕迹 | 含碳的NiCrMo钢,马氏体不锈钢、工具钢。 | 热影响区,少量在焊缝,沿晶或穿晶开裂 |
低塑性脆化裂纹(热应力低廷开裂) | 400度以下室温附近 |
| 母材延性很低,无法承受应变,边焊边开裂,可听到脆性响声,脆性断口 | 铸铁、堆焊硬质合金 | 熔合区及焊缝,沿晶及穿晶开裂 |
层状撕裂 | 400度以下室温附近 |
| 沿扎层,呈阶梯状开裂,断口有明显的木纹特征,断口平台分布有夹杂物 | 含有杂质(板厚方向聚性低)的低合金高强度钢厚板结构 | 热影响区沿扎层,热影响区以外的母材扎层中,穿晶或沿晶开裂。 |
应力腐蚀裂纹(SCC) | 任何工作温度 |
| 有裂源,由表面引发向内部发展,二次裂纹多,撕裂棱少,呈根须状,多分支,裂纹细长而尖锐,断口有腐蚀产物及氧化现象且有腐蚀坑,断口周围有裂纹分枝,有解理状,河流花样等 | 碳钢、低合金钢、不锈钢、铝合金等 | 焊缝和热影响区、沿晶或者穿晶开裂。 |
二、气孔:
焊缝中的气孔不仅削弱焊缝的有效工作截面积,同时也会带来应力集中,从而降低焊缝金属的强度和韧性,对于动载强度和疲劳强度更为不利。
气孔是焊接生产中经常遇到的一种缺欠,在碳钢、高合金钢和有色金属的焊缝中那个,都有出现气孔的可能。
个别情况下,还会发展为裂纹。
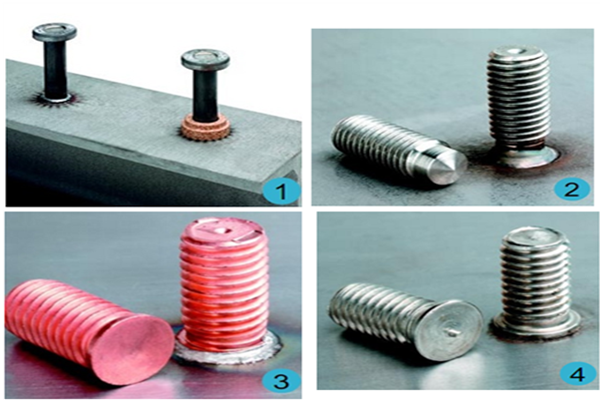
气孔的分类:气孔通常根据其产的气体有:氢气孔、氮气孔,这两种气孔是因为气体在液、固态金属中的溶解度差造成过饱和状态的气体析出所形成的气孔。氢气孔多出现在焊缝的表面上,气孔的断面形状如同螺钉状,在焊缝的表面上呈喇叭口形,气孔的四周有光滑的内壁。如图所示,这是由于气孔是在液态金属和枝晶界面上浓聚析出,随枝晶生长而逐渐形成气孔的。但有时,也会出现在焊缝的内部。如焊条受潮,使焊缝中的含氢量过高,或在焊接铝镁合金时,由于液态金属中氢溶解度随温度下降而急剧降低,析出气体,在凝固时来不及上浮而残留在焊缝内部。
气孔的产生过程是由三个阶段:
气泡的生核、长大、逸出。对于焊缝金属中是否有气泡的生成,取决于气泡逸出的速度与熔池的结晶速度。对于已经成核长大的气泡,当熔池结晶速度较小时,气泡可以有充分的时间脱离现成表面,浮出液态金属表面,逸出熔池,就可以得到无气孔的焊缝。如果结晶速度较大时,气泡就有可能来不及逸出而形成气孔。
三、影响因素:
1、冶金因素的影响,主要是熔渣的氧化性和药皮(焊剂)成分以及铁锈及水分三个方面。
2、工艺因素,也是三个方面即:焊接工艺参数、电流种类和极性、工艺操作方面。
四、防治措施:
1、消除气体来源,主要指工件表面处理、焊接材料的防潮和烘干、加强保护。
2、正确选用焊接材料,这里指焊条和焊剂以及保护气体的正确选择。
3、控制焊接工艺条件,创造熔池中气体逸出的有利条件和限制电弧外围气体向熔池金属中的溶入。
五、夹杂和偏析:
1、焊接冶金过程中产生的氧化物、硫化物与氮化物等在熔池快速凝固条件下残留在焊缝金属中形成夹杂物。
2、夹杂物的存在不仅降低焊缝金属的塑性,增大低温脆性,降低韧性和疲劳强度,还会增加热裂纹倾向。
3、因此,在焊接生产中必须限制夹杂物的数量、大小和形状。
总结:形状和尺寸不良,对于熔化焊,主要有:咬边、组对不良、错边、角度偏差、变形等。其他缺欠包括:飞溅、回火色。