拉弧焊的外观检验主要检验接头封口形状均匀性和焊缝余高尺寸。这种工艺容易出现的问题是偏弧,焊接时间或焊接电流选择不当,提升高度不合适,伸出长度不够。偏弧是螺柱焊接过程中常见的情形,它是在焊接过程中从螺柱根部的一个方向吹向相反方向并且可能使螺柱根部剩余直径的大部分好像未焊接或咬边而形成的一种电弧形式。

是由于螺柱和工件同其它因素共同作用所产生的电磁场或磁力所导致的。不论焊接好坏,磁场都将发挥作用。它受焊接工件的形状,螺柱在焊接工件上的位置、工装夹具的形状以及工件的接地位置的影响。其它可能造成的偏弧现象则是焊接材料、拉弧压力和稳定性。如果在工件边缘附近焊接出现偏弧,可能的方法是在焊接工件的边缘上放置一块同样材料的工件为补偿板(即偏弧的相反方向)。这样就可以使得焊接过程如同在工件的中央进行,还可以通过改变接地位置 (参考下面附图)尽可能的使焊接位置两侧的接地距离均匀对称分布来消除偏弧现象(附图)。另外用气体保护时能减少偏弧现象。
序号 | 偏弧方向 | 纠正措施 |
A | 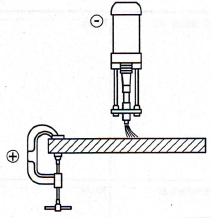 |  |
B | 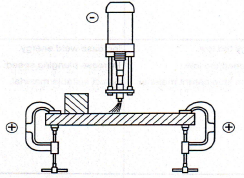 | 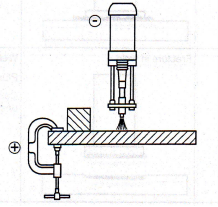 |
C | 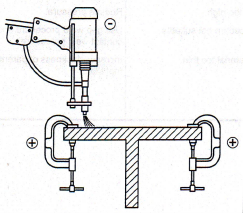 |  |
注:偏弧与电流强度是成比例的,并且受夹地钳的对称接地的影响,或在焊枪配有外接焊接电缆的情况下,受焊枪在垂直于轴的方向旋转的影响。偏弧会导致一侧产生熔化并在焊接材料中增加气孔的数量,但是可通过运用不同的合适补救措施来予以减少。 |
注:偏弧与电流强度是成比例的,并且受夹地钳的对称接地的影响,或在焊枪配有外接焊接电缆的情况下,受焊枪在垂直于轴的方向旋转的影响。偏弧会导致一侧产生熔化并在焊接材料中增加气孔的数量,但是可通过运用不同的合适补救措施来予以减少。

我们泰勒螺柱焊接系统有限公司是具有四十年历史的专业高端螺柱焊接系统设计、生产厂家,主导产品螺柱焊接系统占居英国70%的市场份额,也是中国广大制造企业螺柱焊接生产的主导供应商。四十年来,我们一直以高品质创新的产品成为国际螺柱焊机的青睐品牌。如需要什么服务,请与我们联系。