一.螺柱焊使用过程中的误区
在钣金行业,一旦在螺柱焊接过程中发生“脱焊”“掉钉”时,客户第一时间就报怨螺柱焊机有问题,有的是才买的新螺柱焊机发生“脱焊”“掉钉”,客户更是对螺柱焊机品牌质量产生质疑。
另外,很多人认为: 螺柱焊钉只要”能用” 就行,往往不重视,随便在网上或小的供应商处买来所谓”物美价廉”的焊钉,可结果却令人”头痛”: 成品货已经交付千里之外的客户或国外,却在客户现场有”掉钉” 现象,导致客户抱怨,要花巨大的费用进行补焊, 有的甚至要求退货给自己造成很大的损失……这些由于焊钉品质问题产生的业务上的故事每天都在发生。

螺柱焊接过程中发生“脱焊”“掉钉”的原因有很多种,大概要从下面几个方便进行排查:
1.焊接电流/电压和焊枪的设定有误;
2.材料的焊接性进行分析;
3.焊接螺钉是否符合ISO13918标准;
4.焊机是否老化;
5.操作工操作方法是否正确;
6.工装夹具是否匹配;
7.周边是否有中高频机器干扰;
8.焊机本身质量问题。
螺柱焊接技术虽然在近20年在国内得到广泛应用,但国产螺柱焊机质量仍然有待提高,有的客户买的甚至是假冒伪劣产品。很多厂家图便宜购买这些焊机,可高端焊接设备,英美螺柱焊机好品质不可能“物美价廉”。
如果这几个因素都进行了排查,仍然找不到原因,那就要联系厂家获得专业的指导。
二.防止”掉钉” “脱焊”,小螺柱焊钉品质至关重要
在40多年的螺柱焊接应用实践中,我们发现,很多客户螺柱焊接过程中发生“脱焊”“掉钉”,主要原因是螺钉的不规范或使用网上如淘宝上买的低劣焊钉或不符合ISO13918标准的螺钉造成的,客户特别是客户的中高层不了解这个小螺钉品质的重要性,常常反过来报怨我们的产品质量不好,让我们做设备的厂家很无奈也很委屈。
高品质焊钉对生产高品质的螺柱焊接产品特别重要。用符合ISO13918焊钉标准的高品质焊接螺柱,可以有效地帮助用户更好地应用螺柱焊接技术,实现更稳定的产品质量,更高的生产效率和更低的制造成本,减少由于螺钉质量瑕疵造成焊接后”掉钉” “脱焊”的苦恼。
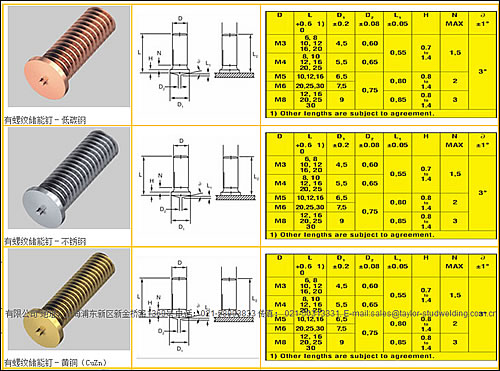
三.防止”掉钉” ,螺柱焊钉和螺柱焊机要符合国际标准
ISO13918是螺柱焊钉国际标准,ISO14555是螺柱焊机国际标准。如果不符合这些标准,你的螺柱焊钉一定是有问题的,生产出来的产品有瑕疵也是必然,特别是机器人和CNC自动化螺柱焊接系统对螺柱焊钉的一致性要求更高。

四.焊接定位也会对焊接质量造成影响
为了保证焊钉位置准确,焊接定位很重要。靠模的方式比较好,但由于现在钣金行业产品种类多,模板要做起来种类太多,所以常常采用先在焊接位置“冲孔”,然后用储能焊钉凸台卡住孔位的定位方法。这种定位方法严重影响了螺柱小凸台的引燃气化和焊枪的提升高度,从而影响焊接质量。
五.选用焊接配件质量影响螺柱焊接效果
钣金行业竞争激烈,导致钣金厂家从各个方面降低生产成本。我们发现很多厂家用的进口螺柱焊机,但用的是某宝上买的非常便宜的焊枪,螺钉夹头也是如此,后端根本无法调节,半年下来换了六七把这种比较差的焊枪,仍然舍不得选用原厂焊枪和配件。一般进口原厂配件如焊枪正确使用,最起码两年是不会有问题的。“好马配好鞍”,才能出好产品,特别是工业品更是如此。

六.查找螺柱焊接过程中“脱焊”原因要进行全面分析
钣金行业螺柱焊接过程中发生“脱焊”“掉钉”,有很多种因素要进行分析查找原因,首先要按照上面的要求进行排查,千万不能随便下结论,如果仍然无法找到答案,要马上寻求螺柱焊接专业技术人员或厂家进行专业的咨询和指导。
泰勒有四十年螺柱焊接技术研发,应用和实践经验,如果你们还有螺柱焊接过程中“掉钉”的困扰,我们愿意为你免费提供专业的技术诊断和帮助。免费咨询电话:8008208499 或手机:(0)13817306865。